
Sečenje materijala vodenim mlazom na CNC
vodenim mašinama spada u domen vrlo preciznog rezanja
1.
O Water jet sečenju
Sečenje vodenim mlazom na CNC vodenim mašinama spada u domen vrlo preciznog rezanja. Tolerancije ovakve vrste rezanja su i do 0.05mm. WATER JET metodom mogu se seći svi poznati materijali: obojeni metali, čelici svih vrsta, stakla, kamen, nemetali, tehničko drvo, penasti materijali. Dok se većina drugih tehnologija rezanja odlikuje zagrevanjem reznih površina, tj. unošenjem toplote u zonu rezanja, rezanjem vodenim mlazom se izbegava ta nepoželjna pojava, jer upravo mlaz vode hladi rezne površine. Time se sprečava pojava zaostalih napona i deformacija pri rezanju a rezna ivica biva fino obrađena. Sa WATER JET tehnologijom postiže se i značajno smanjenje troškova kako kod serijske proizvodnje, tako i kod izrade prototipa. Visoka preciznost i kvalitet reza u većini slučajeva ne zahtevaju dodatnu završnu obradu.
Proces water jet rezanja se zasniva na korišćenju kinetičke energije mlaza dobijene usled izuzetno velike brzine strujanja vode (do 1000 m/s). Proces rezanja se može izvoditi:
- Bez dodatka abraziva - za rezanje se koristi isključivo mlaz vode (pure water), tako da je postupak obrade ograničen na tanje i mekše materijale
- Sa dodatkom abraziva - u mlaznici se abrazivna sredstva mešaju sa vodom pod visokim pritiskom, za sečenje materijala veće debljine i tvrdoće…
Za postizanje visokog pritiska (iznad 400 mPa ili 4000 bara) koriste se pumpe sa jednim ili više pojačivača. Hidraulična pumpa (pogonjena pomoću elektromotora) potiskuje radni fluid (ulje) kroz levu i desnu granu tj. sa jedne ili druge strane velikog naizmenično pokretnog klipa, u zavisnosti od položaja razvodnika koji se definiše posredstvom PLC-a. Za veliki klip su pričvršena i dva manja klipa - jedan u levom a drugi u desnom cilindru. Ako se hidraulični fluid kreće levom granom, klipoviće biti potisnuti iz levog položaja ka desnom. Time će se otvoriti ventil u cilindru manjeg klipa i voda iz leve ulazne grane ispunjava prostor unutar levog cilindra. Preusmeravanjem razvodnika tako da se radni fluid potiskuje desnim granom, klipovi se pomeraju u levu stranu. Tada će se voda iz levog cilindra potisnuti u levu izlaznu granu, pri čemu se na desnoj strani pojačivača, tj. u desnom cilindru, otvoriti ventil koji “povlači” vodu iz desne usisne grane. Proces se naizemenično ponavlja. Intezitet pojačanja pojačivača proporcijalna je odnosu površina poprečnih preseka velikog i malog klipa. Važan element pumpe sa pojačivačima je akumulator pritiska odnosno prigušivač. Zbog naizmeničnog pomeranja klipova dolazi do oscilacija u pritisku vode, tj. do njenog ritmičko strujanja na izlazu iz mlaznice što može dovesti do grešaka pri rezanju, odnosno pojave vidljivih tragova na reznoj površini. Zbog toga voda visokog pritiska, pre dolaska do rezne glave, prolazi kroz akumulator pritiska koji predstavlja posudu pod visokim pritiskom koja ima zadatak da ublaži fluktuacije pritiska koja proizvodi pojačivač i prosledi konstantan i stabilan mlaz vode.
Rezna glava u mnogome može uticati na efikasnost postupka rezanja mlazom vode ali i na izgled obrađene površine. S obzirom na to da je prečnik izlazne cevi mlaznice veoma mali, a da na vodu deluje izuzetno visok pritisak, mora se obezbediti da mlaz vode u potpunosti bude centriran na izlazu iz malznice. Da bi se ovaj uslov postigao, koristi se sitan deo rubina ili dijamanta u kome je izuzetno precizno izrađen cilindrični ili konusni otvor. Mlaz vode pod visokim pritiskom prolazi kroz otvor u rubinu ili dijamntu koji su veoma tvrdi pa nisu podložni deformacijama ili oštećenju. U reznoj glavi, odnosno u cevi za mešanje, dolazi do mešanja vode pod visokim pritiskom i abrazivnih čestica. Voda u cevi za mešanje zahvata abrazivne čestice i ubrzava ih, tj. predaje im deo kinetičke energije. Voda pri velikoj brzini zahvata abrazivne čestice, pri čemu dolazi do njihovog lomljenja na koje se troši određena količina energije. Nastali mlaz ima približno cilindričan, a njegov oblik i dimenzije zavise od: dimenzija mlaznica, oblika cevi za fokusiranje, vrste abrazivnog materijala, masenog protoka abraziva, udaljenosti cevi za fokusiranje od površine obrađivanog materijala. Brzina vode na izlazu iz dizne je oko 800 m/s.
Kada se ovakvom sistemu doda CNC vođenje, dobija se mašina koja seče sve materijale sa preciznošću u okviru tolerancijskog polja od 0.05 mm. Veoma bitan detalj vezan za ovu tehnologiju je da je rez hladan iz čega proizilazi da zona uticaja toplote na materijal ne postoji. Što znači da se mogu seći svi materijali bez ikakve promene u strukturi kristalne rešetke u zoni sečenja.
2.
Kvalitet sečenja
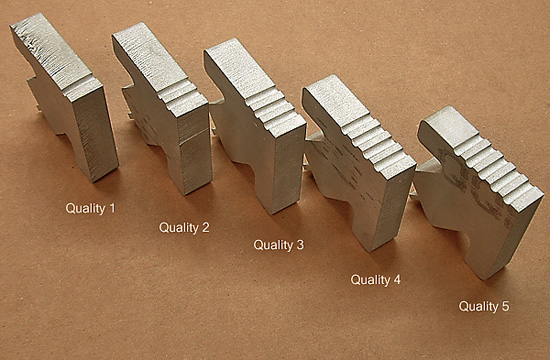
Postoje pet osnovnih kvaliteta reza koji su prikazani na slici. Moguće je kontinalno menjati kvalitet reza između ovih pet osnovnih kvaliteta. Kvalitet Q1 je najfiniji a Q5 je najgrublji.
3.
Prednosti sečenja vodenim mlazom
- Visoka preciznost sečenja
- Rez je hladan i ne dolazi do termičkih promena u materijalu
- Mogućnost rezanja i tvrdih i mekih materijala
- Pruža veliku brzinu rezanja
- Rezanje složenih i komplikovanih oblika
- Visok stepen iskorišćenja sirovina
- Nema štetnih gasova i prašine kod rezanja
- Rezna površina je glatka i čista
POGLEDAJTE KAKO RADIMO
Kontaktirajte nas na
+381 63 207 281
+381 69 500 47 20
+381 11 31 70 120